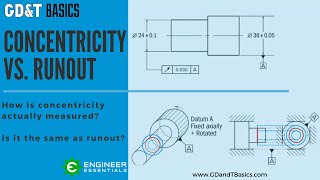
wouldn't you get a different reading if you held the part in a 3 or 4 jaw chuck? I'm thinking of an egg shaped datum camming over the v blocked compared to chuck where it makes a best fit circle. which one is right??
+Shaik “Shawn” Syarif That's the idea. provided when you move your dial gauge you know it is moving along the axis of rotation a single dial gauge is sufficient to do a total runout measurement. If you had 3 dial gauges - for example, you would use them simultaneously, by zeroing them all, rotating the part, and recording the maximum and minimum reading on any of the three gauges. the difference between these readings can be approximated as total runout. Why an approximation? Simply because to get the true total runout you need to check the entire surface, i.e an infinite number of dial gauges. Of course this is not practically possible!! As with any measurement, we do a sensible statistical sample.
Chris Young: : If I may add for clarification, you would zero-out all dial indicators to a common length using gauge block/s on the surface plate. This would simulate the V-blocks/rotors theoretical rotational axis, given that both V-blocks are a matched pair.
NO, that is not what I have done here, watch the video more carefully! The straight edge runs parallel to the axis of the rotation (nominally), which is why I slide the dial gauge along the part and watch for a change in reading. This combines the longitudinal change in reading with the circular runouts. The maximum change in reading on the dial gauge over the entire rotated volume is then the total runout.
Has that straight edge been calibrated? My only concern would to be losing or gaining material from the straight edge. Personally I would have used an indicator running parallel with the calibrated granite.
Donnie Bahe: I see what you are saying. I believe the total run-out requirement is less than 20 microns and the most accurate straight edge is typically 5 microns per foot (I personally never seen a more accurate straight edge). It looks like he is sweeping the indicator about 1 feet from side to side. We don't know what the parallelism of that straight edge is but it could potentially introduce ~5 microns of error to the measurement just from the straight edge's "straightness" inaccuracy. This would specially be true if one edge is tapered. If you include and take in to consideration the rest of the inaccuracies/uncertainties of the rest of the set-up, it might get hairy when trying to measure less than 30 microns accurately. Sometimes, the inaccuracies might work in your favor ( cancel each other out) but that's why we call out the uncertainty of our measurement and move on. You usually want a 4:1 ratio but I personally know, that's not always possible. In my opinion, this is a good set-up but maybe not for such a tight tolerance. The 3-indicator method Mr. Young mentioned in the other comments might be more suitable for this application. There are no perfect inspection set-ups/methods, they all have there Pros and Cons.








good video to analyse the v-block method
The tip of dial indicator won't scratch the part.
Where to buy a potential setup for doing this or DIY ?
wouldn't you get a different reading if you held the part in a 3 or 4 jaw chuck? I'm thinking of an egg shaped datum camming over the v blocked compared to chuck where it makes a best fit circle. which one is right??
The next best option would be rotaing the part between two dead centers. Chucks and live centers have bearing runout.
so total runout is a successive addition of circular runout?
+Shaik “Shawn” Syarif
That's the idea. provided when you move your dial gauge you know it is moving along the axis of rotation a single dial gauge is sufficient to do a total runout measurement. If you had 3 dial gauges - for example, you would use them simultaneously, by zeroing them all, rotating the part, and recording the maximum and minimum reading on any of the three gauges. the difference between these readings can be approximated as total runout. Why an approximation? Simply because to get the true total runout you need to check the entire surface, i.e an infinite number of dial gauges. Of course this is not practically possible!! As with any measurement, we do a sensible statistical sample.
Chris Young: : If I may add for clarification, you would zero-out all dial indicators to a common length using gauge block/s on the surface plate. This would simulate the V-blocks/rotors theoretical rotational axis, given that both V-blocks are a matched pair.
thanks to providing
Lies. This is circular runout in three places.
NO, that is not what I have done here, watch the video more carefully! The straight edge runs parallel to the axis of the rotation (nominally), which is why I slide the dial gauge along the part and watch for a change in reading. This combines the longitudinal change in reading with the circular runouts. The maximum change in reading on the dial gauge over the entire rotated volume is then the total runout.
Has that straight edge been calibrated? My only concern would to be losing or gaining material from the straight edge. Personally I would have used an indicator running parallel with the calibrated granite.
Donnie Bahe: I see what you are saying. I believe the total run-out requirement is less than 20 microns and the most accurate straight edge is typically 5 microns per foot (I personally never seen a more accurate straight edge). It looks like he is sweeping the indicator about 1 feet from side to side. We don't know what the parallelism of that straight edge is but it could potentially introduce ~5 microns of error to the measurement just from the straight edge's "straightness" inaccuracy. This would specially be true if one edge is tapered. If you include and take in to consideration the rest of the inaccuracies/uncertainties of the rest of the set-up, it might get hairy when trying to measure less than 30 microns accurately. Sometimes, the inaccuracies might work in your favor ( cancel each other out) but that's why we call out the uncertainty of our measurement and move on. You usually want a 4:1 ratio but I personally know, that's not always possible. In my opinion, this is a good set-up but maybe not for such a tight tolerance. The 3-indicator method Mr. Young mentioned in the other comments might be more suitable for this application.
There are no perfect inspection set-ups/methods, they all have there Pros and Cons.