Anlatımınız için teşekkür ederim kafama takılan bir nokta var X20 geldikten sonra z2 deyken direk z-10 yazarsak z-8 kadar gitmiş olmazmı? 2mm eksik olmazmı?
Evet elestirinizde haklısınız. Ancak örnek yeni başlayanlara takım yolunu programlama mantığını anlatmak için . Üretim için ilerleyen aşamalarda ki derslerde anlattık.
Hocam eline sesine gayretine sağlık yalnız bu tip malzemeler bize örnek veriyorum 63 mm uzunluğunda geliyor parça z-60 a kadar işlemek mümkün işlenir ama örnek veriyorum puntaya almak gerekir. veya parça aynaya 2 kere takılıp işlem yapılması lazım bu şekilde anlatımlar yaparsanız çok memnun oluruz teşekkürler.
Evet doğru söylüyorsunuz. Daha çok programlama mantığını anlatmak amaçlı olduğundan üretime yönelik detaylara girmedik. Teşekkür ederim. Eleştiriler bizi daha iyisini yapma yolunda motive ediyor.
Hocam teşekkürler. İki yıl olmuş ben yeni gördüm ve baktım. Fakat aklıma bir şey takıldı aydınlatırsanız sevinirim. Radusleri yazarken kesici takımın elmas ucunu da yani 0.4 u de eklememiz veya yerine göre çıkarmamız gerekmiyor mu
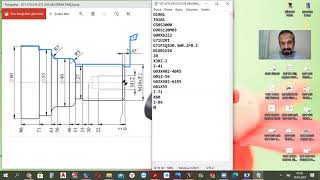
Yunus aslında ince bir noktaya değindin. G71 kabayi aynen isliyor. Sadece takım yolunu yazarken G41 ya da G42 takım üç yarıçap telafilerinden uygun olanı yaziyoruz. G70 finiş cevriminda uç yarıçap telafisi çalışır.
merhaba kolay gelsin. güzel anlatmıssınız fakat alından nasıl alınacak onu anlamadım. parça alınına X0 Z0 a bi gidiş söz konusu degil. bunun ıcın farklı bır takım mı gondermek gerekiyor g71 g70 kodları kullanırken yada en son x0 z0 olarak eklemek mi gerekir.
merhabalar hocam Zahmet olmazsa G71 çevrimi ile orta düzey bir parçanın delik genişletme programı yazıp swansoft da işleye bilir misiniz.. Teşekkür ederim.. Hayırlı çalışmalar..
@@ahmetkaya71 abi goodway 150 inc 2008 model tezgah var g71 cevrimini sadece küçük captan büyük çapa kullanabiliyoruz bir yolu yokmu abi büyük captan küçük çapa inmek için şimdiden teşekkürler arka tarafınida boşaltmak için









Hocam helal olsun çok açık ve net bilgileriniz için teşekkür ederim
Abi ellerine sağlık gerçekten resimli anlatımın çok güzel diyer abilere göre sağol varol abim birşeyi daha öğrendim senden bugün
Teşekkürler hocam elinize emeğinize sağlık cok açık ve net sözlüsünüz 👍
Çok teşekkürler hocam…
Anlatımınız için teşekkür ederim kafama takılan bir nokta var X20 geldikten sonra z2 deyken direk z-10 yazarsak z-8 kadar gitmiş olmazmı? 2mm eksik olmazmı?
Ya hocam şu radus hesapları tarih oldu Z-20 R10 yaz tezgah otomatik yapıyor zaten N1 satırı G0 hızlı hareket olması lazım yanına da W0 yazılır
Hocam yalnız U değeri yaricaptan alınan talaş miktarı oluyor yani siz 4 mm talaş almis oluyorsunuz
Evet gözden kaçırmısiz. U değeri oarcaya dalma miktari.
Evet elestirinizde haklısınız. Ancak örnek yeni başlayanlara takım yolunu programlama mantığını anlatmak için . Üretim için ilerleyen aşamalarda ki derslerde anlattık.
Hocam eline sesine gayretine sağlık yalnız bu tip malzemeler bize örnek veriyorum 63 mm uzunluğunda geliyor parça z-60 a kadar işlemek mümkün işlenir ama örnek veriyorum puntaya almak gerekir. veya parça aynaya 2 kere takılıp işlem yapılması lazım bu şekilde anlatımlar yaparsanız çok memnun oluruz teşekkürler.
Evet doğru söylüyorsunuz. Daha çok programlama mantığını anlatmak amaçlı olduğundan üretime yönelik detaylara girmedik. Teşekkür ederim. Eleştiriler bizi daha iyisini yapma yolunda motive ediyor.
Saolun hocam çok faydalı oldu
Eksen yok
X 150 z- 150
ZO. Yazmassak olculer Z olculeri 2 mm bozuk cikmazmi ?
Abim selam aleyküm ben parçayı boy 20ye a kadar gitmek istersem n2 yi nereye koyacağım
çok teşekkürler
Hocam teşekkürler. İki yıl olmuş ben yeni gördüm ve baktım. Fakat aklıma bir şey takıldı aydınlatırsanız sevinirim. Radusleri yazarken kesici takımın elmas ucunu da yani 0.4 u de eklememiz veya yerine göre çıkarmamız gerekmiyor mu
Yunus aslında ince bir noktaya değindin. G71 kabayi aynen isliyor. Sadece takım yolunu yazarken G41 ya da G42 takım üç yarıçap telafilerinden uygun olanı yaziyoruz. G70 finiş cevriminda uç yarıçap telafisi çalışır.
Çap 20 den çap 80 e nasil radüs yapiyorsunuz. Tezgah binmez mi. Ki swensoftta bile biniyor
Teşekkürler hocam
merhaba kolay gelsin.
güzel anlatmıssınız fakat alından nasıl alınacak onu anlamadım. parça alınına X0 Z0 a bi gidiş söz konusu degil.
bunun ıcın farklı bır takım mı gondermek gerekiyor g71 g70 kodları kullanırken yada en son
x0 z0 olarak eklemek mi gerekir.
alından almak için boydan tornalama çevrimi kullanıyorsun g72 g71'tam tersini uyguluyorsun
Eleştiriniz doğru. Bu parça için alından ölçüye getirilmiş olduğunu varsayarak programladık. Amaç G71 ve G7 çevrimlerini anlatmak.
Abi anlindan nie tornalamıyonda oyle yapıyon anlinda 2 milim kaldi yanlis isledi
Hocam x82 den cevrimden sonra çap 20 ye boşta hareket yerine g1 ile gelmek yerine g0 la gelip başlamanız gerekmiyormuydu aklıma takıldida
Aslında x82 den çap 20 ye kesici direk gelmeyecek. Üst tarafı her seferinde 2mm paso ile boşaltarak gelecek. bundan dolayı G1 yazıyoruz.
Ahmet kaya hocam size nasıl ulaşabilirz
ahmetkaya71@gmail.com
hocam benim swansoftum g71 ve g 72 komutlarını algılamıyor. herhangi bir çözüm bulamadım. yardımcı olacak var mı ?
Gut gemacht weiter so.
👍👍👍👏👏👏
Hocam bu programı nerden alabiliriz
Gmail den yazdım hocam
Onu yazinca neden dalma yapıyor tezgah
Nurullah tam olarak neyi sorduğunu anlamadım
merhabalar hocam Zahmet olmazsa G71 çevrimi ile orta düzey bir parçanın delik genişletme programı yazıp swansoft da işleye bilir misiniz.. Teşekkür ederim.. Hayırlı çalışmalar..
Alper yen, bir video çektim. Sanırım senin talebini karşılıyordur.
@@ahmetkaya71 Teşekkür ederim hocam elinize dilinize sağlık. Çok makbule geçti. Teşekkür ederim..🧡
@@ahmetkaya71 abi g71 küçük captan büyük çapami cikiyo sadece
@@moruk1872 evet doğru. Ancak bazı tezgahlarda arka kısımda da boşaltma yapıyor.
@@ahmetkaya71 abi goodway 150 inc 2008 model tezgah var g71 cevrimini sadece küçük captan büyük çapa kullanabiliyoruz bir yolu yokmu abi büyük captan küçük çapa inmek için şimdiden teşekkürler arka tarafınida boşaltmak için
O uygulamayı nerden indirebiliriz
N1 ilk satırdan sonraki z-10 nun başında G1 koymayı unuttunuz.
Yukarı satırda yazdığımız için gerek yok. Zira modal kod.
Gerek var bence,çünkü n1 satırda başta Go var bu şekilde çalışırsa z-10 çok hızlı gider ve sağlıklı olmaz
@@ahmetkaya71 tam yanlış görmüşüm,go1varmış,kusura bakmayın
Uç radüslerini telafisini neden kullanmıyorsunuz
Daha çok öğrencilerimiz için ilk programlama mantığına yönelik anlatım. Bu nedenle takım ucu yarıçapı telafisinden söz etmiyoruz.
Ahmet kayaaaaaa
Hocam size yazdım bakabilirmisinz
abi siz yanlış yapıyosunuz