Программирование фаски с помощью переменных

Вставка
- Опубліковано 23 жов 2024
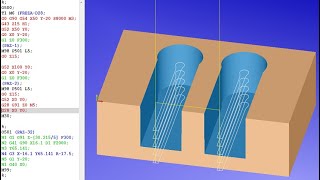
- На видео рассмотрен простой пример макропрограммирования фаски с использованием арифметических и логических операций. На примере стойки ЧПУ Fanuc.
Программа из видеоролика:
G90G0G54X-10Y0
M3S4500
G43Z50.H1M8
#1=0.5
WHILE[#1LE50.]DO1
#2=50.-#1
#3=-45
#5=#1*TAN[#3]
G1Z-#1F20
X-#5
G1Y-100
#1=#1+0.5
#2=50.-#1
#5=#1*TAN[#3]
G1Z-#1F20
X-#5
G1Y0
#1=#1+0.5
END1
G0Z50
M5








Мне понравилось,спасибо!👍
Ещё бы урок , фаска в отверстии
Отработал на станке,все в порядке!Только обработку запустил Z+
красава👍
Программа начинается от х0, а если нужно начать от другово значения х?
Добрый день. Очень полезное видео. Спасибо. В этом видео опускание (вертикально со смещением) А как расчитать подход и выход фрезы, если мы уже опустились по оси Z и требуется только в плоскости G17 (если не напутал инструмент расположен вертикально) оформить фаску ну например под углом 45 градусов (катеты равны) ? Интересует именно координаты центра инструмента с учетом безопасного подхода и выхода за контур. Спасибо.
Добрый день. Для подхода и выхода фрезы можно поставить другое значение по оси Y(в программе на видео: строка 12 и стока 17), или добавить любое движение после стоки 9 и строки 14.
А есть у вас пример программы?
Диаметр инструмента, где?)