İşimiz sizin dediğiniz gibi metrik 33x3.5 olsun. Öncelikle deliğimizi 33-3.5=29.5 Udril ile deliyoruz. Delik boyumuzda 28mm olsun. Şimdi de 20lik diş katerinin diş çekme esnasında tırlamaması için yarısını fileks yardımı ile kesiyoruz ve 20lik veldona sıkıyoruz. Diş kateri tam tur döndüğünde 27mm çapını tamamladığını varsayalım. Bu durumda hesaplama şöyledir ; 0,614x2=1.228 1.228x3.5=4.298 (Dalmamız gereken ölçü) 29.5 (Delik çapımız) 29.5+4.298=33.798 (Dalacağımız tam çap) Diş katerimiz tam tur döndüğünde 27mm demiştik, o yüzden yarı çapı hesaplıyoruz. 33.798-27=6.798/2=3.399 (X yarı çap) Programa geçiyoruz ; M6 T01 ; G00 G90 G54 X0.0 Y0.0 ; M3 S1400 ; G43 H01 Z0.0 ; M8 G01 X-3.399 F400 ; G02 I 3.399 Z-3.5 ; I 3.399 Z-7.0 ; I 3.399 Z-10.5 ; I 3.399 Z-14.0 ; I 3.399 Z-17.5 ; I 3.399 Z-21.0 ; I 3.399 Z-24.5 ; I 3.399 Z-28.0 ; G00 X0.0 Y0.0 ; Z100.0 ; G28 G91 Y0.0 Z0.0 ; M09 ; M30; %









Merhaba hocam
Radyusle ilgili bir şey soracağım
X ve y yönünde değilde
Z yönünde radyus nasıl yapabiliriz
G18 ve G19
ESSELAMUALEYKUM
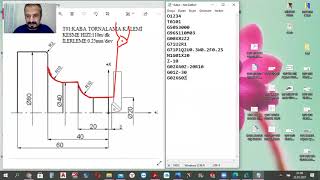
Interpolasyon yaparak metrik
33 adim 3.5
48 5 gibi dişleri torna kateri ILE NASIL çekebiliriz USTAM VB IŞLER NOT OLARAK ALIYORUM DA
İşimiz sizin dediğiniz gibi metrik 33x3.5 olsun.
Öncelikle deliğimizi 33-3.5=29.5 Udril ile deliyoruz. Delik boyumuzda 28mm olsun.
Şimdi de 20lik diş katerinin diş çekme esnasında tırlamaması için yarısını fileks yardımı ile kesiyoruz ve 20lik veldona sıkıyoruz. Diş kateri tam tur döndüğünde 27mm çapını tamamladığını varsayalım.
Bu durumda hesaplama şöyledir ;
0,614x2=1.228
1.228x3.5=4.298 (Dalmamız gereken ölçü)
29.5 (Delik çapımız)
29.5+4.298=33.798 (Dalacağımız tam çap)
Diş katerimiz tam tur döndüğünde 27mm demiştik, o yüzden yarı çapı hesaplıyoruz.
33.798-27=6.798/2=3.399 (X yarı çap)
Programa geçiyoruz ;
M6 T01 ;
G00 G90 G54 X0.0 Y0.0 ;
M3 S1400 ;
G43 H01 Z0.0 ;
M8 G01 X-3.399 F400 ;
G02 I 3.399 Z-3.5 ;
I 3.399 Z-7.0 ;
I 3.399 Z-10.5 ;
I 3.399 Z-14.0 ;
I 3.399 Z-17.5 ;
I 3.399 Z-21.0 ;
I 3.399 Z-24.5 ;
I 3.399 Z-28.0 ;
G00 X0.0 Y0.0 ;
Z100.0 ;
G28 G91 Y0.0 Z0.0 ;
M09 ;
M30;
%
Kaclik frze ile işliyorsun
G90'a göre daire merkezine gidip G91 ile devam etmek daha kolay olur gibime geldi. Nacizane. G25 çevriminde kullanabiliyorsa tabi
Teşekkürler. Tabi ki.
çok teşekkürler
Hocam mail adresini verirmisiniz size ulalaim
Hocam G25 çevriminden sonra niye Z e pozitif değer vererek yukarı çıkmıyoruz, hata yok mu
Hocam bu çevrimde G41 veya G42 Takım yarıçap telafisi vermek gerekiyor mu? Yoksa ofset sayfasında sadece takımın yarıçapını yazmak yeterli mi?
Hayır G41 ve ya G42 yazmıyoruz. Ofsete takımın çapının tanımlanması yeterli.
@@ahmetkaya71 fanuc da ozel bir çevrim. Ama hepsinde calışmıyor
@@umutguzel4568 Evet.
hocam bi soru soracaktım mail adresinizi paylaşır mısınız
Bu program calışmıyor. Makina uyarı veriyor. Neden acaba. Servis tum kodlar acık diyor hocam. Canlı bir işleme örneği sunabilir misiniz
Arkadaşlar şu an teorik anlatımdır bu. Tezgahımız kullanıma başlayınca uygulamalı anlatımları da paylaşacağım.
Hocam g25 kulanmak için paremetreaçmaya gerek varm
Fanuc ďa yazdım alarım veriyo
Sanırım parametreleri açmak gerekli.
Ahmet bey ..selam aleykum ne yaptiniz g25 )) beni yeni okiyorum yene basladim yoldayim )) Kazakistanliyim
Ahmit Cic3kye soriyorum..Hocaminnagzina saglik herseyi detayli anlatmis.
simuliyasion crack varmi yukliyip bir bakim bu G24 ve 25...swansoft dogru calismiyor maaleysef
G16 POLAR KORDINAT YAZSAK K7 YAZSAK OLURMU KI
Hayır kardeş dairesel çoğaltmıyorsun ki
@@basrikupeli5592 Slm..Su G25 makinada yapabildiniz mi? ben simulasion programin ariyorum ..swansoftta maaleysef calismiyornus.
Olmaz çoğu tezgahta çalışmıyor zaten Mitsubishi de çalışır ama
Q r d ne için yazıyoruz onuda anlatsanız daha iyi olur
Q takımın yana kayma miktarı R güvenli yaklaşma miktarı D derinliğe dalma miktarı
@@ahmetkaya71 teşekkür ederim
Takımın yana kayma miktarından kastnız nedir anlamadım ?
Buradaki takım çapımız kaç
Q YANA KAYMA YAZILMASA NE OLUR
Yana kaymaz