More information can be obtained on our website. This includes all of the links mentioned in this video. accautomation.ca/click-plc-timers-and-counters There are several reasons why we are using Click PLC. Here are just a few. - Investment is low for the hardware and the software is free - Standalone PLC with built-in I/O - Communication ability - Ethernet Port, RS232, RS485 - support for protocols such as Modbus RTU, Modbus TCP, etc. - Ability to expand the system with a variety of modules including RTD and Thermocouple inputs directly. ACC Automation www.accautomation.ca
The timer can be selected to be memory retentive. If power is lost to the PLC or the PLC is placed in program mode, the timer will not reset. The default when calling the timer instruction is non-memory retentive. If the timer is not reset and continues to increment, it will increment up to 32767 and hold the value. This is the largest integer that 16 bits will represent. No error will happen. Thanks for the question Steve.
Thanks for the comment lungstruck. If you are new to PLCs then check out the following on PLC development: accautomation.ca/five-steps-to-plc-program-development/ On our website you will find a beginners guide: accautomation.ca/programming/plc-beginners-guide/ Thanks again, Garry
I do not have a video on adjusting the timer using an HMI, but you can edit a variable on the HMI. Pay attention to the number of decimal places required. These are understood when using the variable for the set value of the timer. Regards, Garry
Hi Sergey, SD are system data registers. These registers are used to put the real time clock information (SD19 - SD26), Scan Time information, port information, etc. These are similar to the SC (System Control Relays) which are bits instead of words (registers). Addresses in the Click are discussed on this post: accautomation.ca/click-plc-numbering-system-and-addressing/ Here is the video: ua-cam.com/video/c8JVrtvZwHU/v-deo.html Thanks Sergey Garry
I recently purchased a click PLC and I was surprised to find out that the timers don't have a timer timing bit. I understand I can Branch off of the enable and put in a coil that would represent this. I was just wondering what the reason is. Is it to keep the addressing simple? I must say I like that part
Hi Rob, Congratulations on your purchase of the Click PLC. I believe that you are correct. This is used to keep the instruction simple. You will find that this makes the PLC itself very quick and efficient with its source code. Regards, Garry accautomation.ca/series/click-plc/
Gary, Thanks for the video. I hope I can explain this correctly. I have a On Delay timer set up so that the operator needs to hold a push button for 5 sec to start a Off delay timer for 50 seconds. If the operator decides they want to stop that Off delay timer before the 50 seconds, I have it set up so that operator can hit a different push button to drop out a holding contact, lets say after 10 seconds. The problem is in the Off delay timer, the TD (counter ?) internally is still counting. Unlike the ON delay counter you can reset the TD Counter to zero. So if the operator hits the first push button, it starts instantly at the remaining time left on the TD value. Is there a way I can reset that TD value on a off delay timer? Or write a different program to over come this problem? The problem it causes is if the operator resets the timer the way I have it set up before that the set point timed out, the operator can just hit the pushbutton and it finishes on that same set point at whatever that value is at that time. Hope this makes sense.
Hi Dave, This is an interesting application. I would use two on-delay timers for this application. After the first timer is complete would seal in the timer. The first-timer will then start the output through the second timer normally closed contact. This is hard to explain without a picture of the circuit, so I have posted your question and the answer on the AD forum at the following location. community.automationdirect.com/s/question/0D53u00003qsdhbCAA/click-timer-application Let me know what you think. Thanks Dave, Garry
@@ACCautomation Thanks Garry! And thanks for the very quick response! Perfect, I would have never thought of doing this way and it works and solves my problem. I'm more self-taught and the help from guys like you are much appreciated.
Thanks for great video, I am new to PLC's, I am writing a similar program but I how do I make the timer repeat the cycle over and over? The program I wrote is controlling a motor brake by applying a 24V to it ON and OFF with timer set to every 60 secs. It only does the cycle once but doesn't repeat. Thanks again for the tutorial
Hi Silkk_Cotton If you put the Normally Closed Timer Contact in front of the actual timer, this will create a timer that will self reset. NC T1 will go to T1 I hope this helps you out. Regards, Garry
Hi Gary. Your videos have been really helpful, and I appreciate you taking the time to make them! I have one question about timers on the Click. How would I set it up if I wanted to have an alarm go off for 5 seconds? Is there a simple way to accomplish this?
Hi Daniel, Thank you for the comments. If you want an alarm to go off for 5 seconds, there are several ways to accomplish this, One way is to use an on-delay timer set for 5 seconds. The output would have the same conditions as the timer as well as the normally closed contact off of the timer. When the conditions for the timer are met and it starts to time. The output will be on until the timer times out after 5 seconds. I hope this helps you out. Let me know. Regards, Garry
I learned that there is no function to return an integer representing a time, as in seconds, to be converted to a HMS string. I had to use DIV and MOD to produce the individual components that the HMI could read and render as concatenated strings. I'm using the C-More EA9. That seems like an obvious function for HMI wherein you want to show how long something has been running or show a countdown timer.
Thanks for the comment Jeffrey. Here are a couple of links about the same issue: forum.automationdirect.com/forum/operator-interface/13523-setting-up-a-timer-display-in-a-c-more-hmi Here are the sample programs from the automation direct website: support.automationdirect.com/examples.html Regards, Garry
Yes, the real-time clock (RTC) can be used to control and output. Use the compare contact instruction. accautomation.ca/click-plc-compare-and-math-instructions/ In your example: DS24 - RTC Hour - (0 - 23) Compare DS24 >= 5 and DS24 < 6. This will be the condition for your rung output. Hope this helps you out. Regards, Garry
After a retained timer is no longer enabled and has stopped counting, is it possible to take the current, or accumulated time from there and use it in a math function before resetting?
Hi unreal203, Yes, this is possible. The current values are in the TD area memory. You want to use the reset condition to move or use the timer current value before the timer instruction itself. Good question. Regards, Garry
@@ACCautomation Do you have a video on that, or anything explaining how to use integers (and maybe other registers) as commands? All I have been able to access so far are standard bits.
@@unreal203 The following post will go over the numbering systems and addressing in the Click PLC. accautomation.ca/click-plc-numbering-system-and-addressing/ There is a video at the end of the post. I hope this helps you out. Let me know how you make out. Regards, Garry
I just learned a hard lesson. A timer must be triggered in a section of code that is executed in each run through the rungs. I had my code ending before the timer after the timer was triggered. That caused the time to stop incrementing. I assumed it was like other timers that keep running once triggered. So watching for the timer to end and for the time value to increment gave me nothing. Lesson learned.
Hi Jeffrey, Thanks for the heads up for other readers. Yes the timer needs to be scanned every time for it to function correctly. You must be using a subroutine. Program control can be found at the following location. accautomation.ca/click-plc-program-control-instructions/ Thanks Jeffrey, Garry
gary, i need to setup a timer with a time off, time on, then time off again till reset. is this possible in the click plc? i downloaded the software to play with but havent figured it out yet.
Hi Leonard, Yes this is possible with the click plc. You start with a timing chart of what you want to happen. This link should help you out. accautomation.ca/the-secret-of-using-timers/ Let me know. Garry
Garry, Thank you for the link. Im new to plc, Im considering the click for my operation. Im reading as much as I can, One question I cant seem to find a answer to. Can the click have more than one program in it, If I put a cmore on it to toggle between programs I want to run, Or does it have to be re written everytime via the software.
Hi Leonard, You can have only one program running in the PLC at a time. However you can split your program up into different subroutines. Each subroutine can be a different sequence of operation. The following link will explain the subroutines in the Click PLC. accautomation.ca/click-plc-program-control-instructions/ There is also a UA-cam video: ua-cam.com/video/uJZyfF-bKdA/v-deo.html I hope this helps you out. Regards, Garry









More information can be obtained on our website. This includes all of the links mentioned in this video.
accautomation.ca/click-plc-timers-and-counters
There are several reasons why we are using Click PLC. Here are just a few.
- Investment is low for the hardware and the software is free
- Standalone PLC with built-in I/O
- Communication ability - Ethernet Port, RS232, RS485 - support for protocols such as Modbus RTU, Modbus TCP, etc.
- Ability to expand the system with a variety of modules including RTD and Thermocouple inputs directly.
ACC Automation
www.accautomation.ca
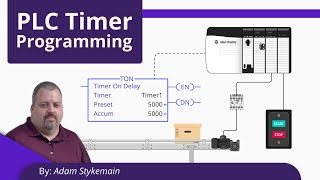
The timer can be selected to be memory retentive. If power is lost to the PLC or the PLC is placed in program mode, the timer will not reset. The default when calling the timer instruction is non-memory retentive.
If the timer is not reset and continues to increment, it will increment up to 32767 and hold the value. This is the largest integer that 16 bits will represent. No error will happen.
Thanks for the question Steve.
Thanks! new to the CLICK PLC and PLCs in general, this and several of your other CLICK videos have been very helpful.
Thanks for the comment lungstruck.
If you are new to PLCs then check out the following on PLC development:
accautomation.ca/five-steps-to-plc-program-development/
On our website you will find a beginners guide:
accautomation.ca/programming/plc-beginners-guide/
Thanks again,
Garry
Will do, thanks!
do you have a video on how to adjust the timer using an HMI
.
I do not have a video on adjusting the timer using an HMI, but you can edit a variable on the HMI. Pay attention to the number of decimal places required. These are understood when using the variable for the set value of the timer.
Regards,
Garry
Great tutorial on the Timer function. Tx.
Thank you for the comment James. I appreciate it.
Garry
Thanks for the information, Hard to get free training these days.
Thank you.
Another place to get answers on PLC is the following forum.
www.plctalk.net/qanda/
Garry
Thanks Garry , great explanation ..
Thank you for the comment.
This was really helpful - thank you very much !!
Thanks for the comment Louis!
Garry
Can you tell more about SD? What we have and what is practical application for those. May be overview other memory locations too.
Hi Sergey,
SD are system data registers. These registers are used to put the real time clock information (SD19 - SD26), Scan Time information, port information, etc.
These are similar to the SC (System Control Relays) which are bits instead of words (registers).
Addresses in the Click are discussed on this post:
accautomation.ca/click-plc-numbering-system-and-addressing/
Here is the video:
ua-cam.com/video/c8JVrtvZwHU/v-deo.html
Thanks Sergey
Garry
Thanks, I gained information about Dataview which I did not understand
Thanks for the comment Stewart.
I recently purchased a click PLC and I was surprised to find out that the timers don't have a timer timing bit. I understand I can Branch off of the enable and put in a coil that would represent this. I was just wondering what the reason is. Is it to keep the addressing simple? I must say I like that part
Hi Rob,
Congratulations on your purchase of the Click PLC. I believe that you are correct. This is used to keep the instruction simple. You will find that this makes the PLC itself very quick and efficient with its source code.
Regards,
Garry
accautomation.ca/series/click-plc/
Thanks Garry
Gary, Thanks for the video. I hope I can explain this correctly. I have a On Delay timer set up so that the operator needs to hold a push button for 5 sec to start a Off delay timer for 50 seconds.
If the operator decides they want to stop that Off delay timer before the 50 seconds, I have it set up so that operator can hit a different push button to drop out a holding contact, lets say after 10 seconds. The problem is in the Off delay timer, the TD (counter ?) internally is still counting. Unlike the ON delay counter you can reset the TD Counter to zero. So if the operator hits the first push button, it starts instantly at the remaining time left on the TD value. Is there a way I can reset that TD value on a off delay timer? Or write a different program to over come this problem?
The problem it causes is if the operator resets the timer the way I have it set up before that the set point timed out, the operator can just hit the pushbutton and it finishes on that same set point at whatever that value is at that time. Hope this makes sense.
Hi Dave,
This is an interesting application. I would use two on-delay timers for this application.
After the first timer is complete would seal in the timer. The first-timer will then start the output through the second timer normally closed contact. This is hard to explain without a picture of the circuit, so I have posted your question and the answer on the AD forum at the following location.
community.automationdirect.com/s/question/0D53u00003qsdhbCAA/click-timer-application
Let me know what you think.
Thanks Dave,
Garry
@@ACCautomation Thanks Garry! And thanks for the very quick response! Perfect, I would have never thought of doing this way and it works and solves my problem. I'm more self-taught and the help from guys like you are much appreciated.
@@daveh1339
You are welcome, Dave.
I'm glad you got it working.
Garry
Thanks for great video, I am new to PLC's, I am writing a similar program but I how do I make the timer repeat the cycle over and over? The program I wrote is controlling a motor brake by applying a 24V to it ON and OFF with timer set to every 60 secs. It only does the cycle once but doesn't repeat. Thanks again for the tutorial
Hi Silkk_Cotton
If you put the Normally Closed Timer Contact in front of the actual timer, this will create a timer that will self reset.
NC T1 will go to T1
I hope this helps you out.
Regards,
Garry
Hi Gary. Your videos have been really helpful, and I appreciate you taking the time to make them! I have one question about timers on the Click. How would I set it up if I wanted to have an alarm go off for 5 seconds? Is there a simple way to accomplish this?
Hi Daniel,
Thank you for the comments.
If you want an alarm to go off for 5 seconds, there are several ways to accomplish this,
One way is to use an on-delay timer set for 5 seconds.
The output would have the same conditions as the timer as well as the normally closed contact off of the timer.
When the conditions for the timer are met and it starts to time. The output will be on until the timer times out after 5 seconds.
I hope this helps you out. Let me know.
Regards,
Garry
I ended up using the data from the RTC and comparison values for my weekly schedule. Not sure why you sent me to the data logger in that other video ?
Sorry Dronai,
I thought that you wanted to collect data based on a schedule.
Thanks for the update.
Garry
I learned that there is no function to return an integer representing a time, as in seconds, to be converted to a HMS string. I had to use DIV and MOD to produce the individual components that the HMI could read and render as concatenated strings. I'm using the C-More EA9. That seems like an obvious function for HMI wherein you want to show how long something has been running or show a countdown timer.
Thanks for the comment Jeffrey.
Here are a couple of links about the same issue:
forum.automationdirect.com/forum/operator-interface/13523-setting-up-a-timer-display-in-a-c-more-hmi
Here are the sample programs from the automation direct website:
support.automationdirect.com/examples.html
Regards,
Garry
Can the real time clock be used as an enabling contact? (Example: On from 5am until 6 pm)
Yes, the real-time clock (RTC) can be used to control and output.
Use the compare contact instruction.
accautomation.ca/click-plc-compare-and-math-instructions/
In your example:
DS24 - RTC Hour - (0 - 23)
Compare DS24 >= 5 and DS24 < 6. This will be the condition for your rung output.
Hope this helps you out.
Regards,
Garry
After a retained timer is no longer enabled and has stopped counting, is it possible to take the current, or accumulated time from there and use it in a math function before resetting?
Hi unreal203,
Yes, this is possible. The current values are in the TD area memory. You want to use the reset condition to move or use the timer current value before the timer instruction itself.
Good question.
Regards,
Garry
@@ACCautomation Do you have a video on that, or anything explaining how to use integers (and maybe other registers) as commands? All I have been able to access so far are standard bits.
@@unreal203
The following post will go over the numbering systems and addressing in the Click PLC.
accautomation.ca/click-plc-numbering-system-and-addressing/
There is a video at the end of the post.
I hope this helps you out.
Let me know how you make out.
Regards,
Garry
I just learned a hard lesson. A timer must be triggered in a section of code that is executed in each run through the rungs. I had my code ending before the timer after the timer was triggered. That caused the time to stop incrementing. I assumed it was like other timers that keep running once triggered. So watching for the timer to end and for the time value to increment gave me nothing. Lesson learned.
Hi Jeffrey,
Thanks for the heads up for other readers. Yes the timer needs to be scanned every time for it to function correctly. You must be using a subroutine.
Program control can be found at the following location.
accautomation.ca/click-plc-program-control-instructions/
Thanks Jeffrey,
Garry
gary, i need to setup a timer with a time off, time on, then time off again till reset. is this possible in the click plc? i downloaded the software to play with but havent figured it out yet.
Hi Leonard,
Yes this is possible with the click plc. You start with a timing chart of what you want to happen.
This link should help you out.
accautomation.ca/the-secret-of-using-timers/
Let me know.
Garry
Garry, Thank you for the link. Im new to plc, Im considering the click for my operation. Im reading as much as I can, One question I cant seem to find a answer to. Can the click have more than one program in it, If I put a cmore on it to toggle between programs I want to run, Or does it have to be re written everytime via the software.
Hi Leonard,
You can have only one program running in the PLC at a time. However you can split your program up into different subroutines. Each subroutine can be a different sequence of operation. The following link will explain the subroutines in the Click PLC.
accautomation.ca/click-plc-program-control-instructions/
There is also a UA-cam video:
ua-cam.com/video/uJZyfF-bKdA/v-deo.html
I hope this helps you out.
Regards,
Garry
You went to SD memory area; what does "SD" stand for?
Hi Rob,
SD stands for the internal 'System Data' registers in the PLC.
Regards,
Garry